



维修保养
我们乐于奉献,贡献我们对设备保养的理论、经验;我们乐于互动,搜集整理每一位用户共享给我们的贴士、窍门。我们开创了这个技术园地,努力帮助每一位用户解决设备养护过程中出现的形形色色的问题…
全国服务热线
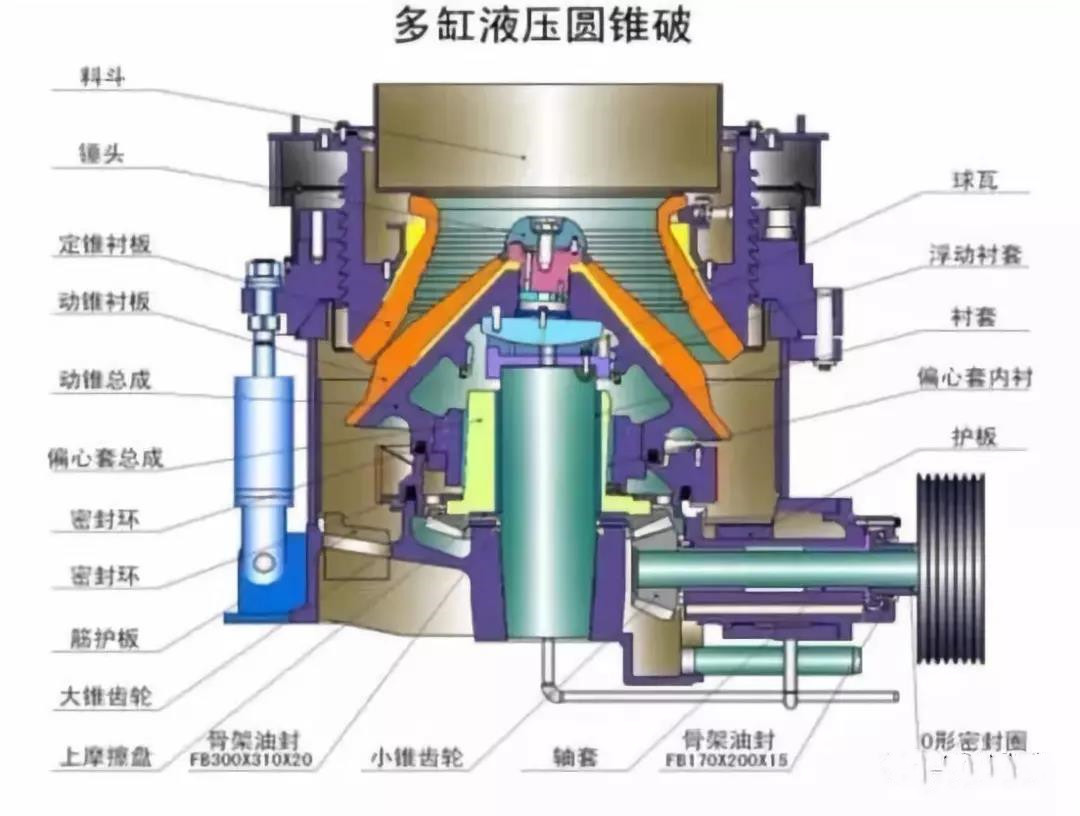
多缸液压圆锥破碎机是当前破碎机行业比较受关注的机型,其主要包括下机架部、偏心套部、传动部、支撑套部、调整环部、动锥部。本文和大家分享如何选择合适的腔型以及怎样获得更好的产品粒型。
选择腔型的原则
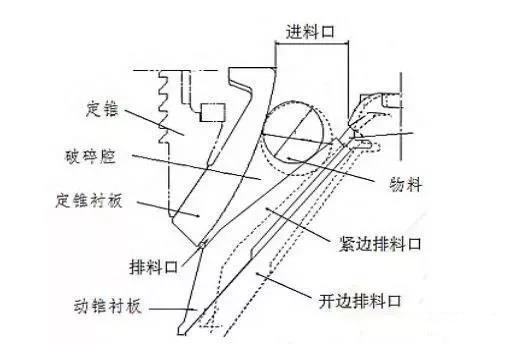
多缸圆锥破碎机破碎腔示意图
1.1 破碎比
1.2 进料的粒径和磨蚀性
物料进入破碎腔示意图
1.3 产品的粒径和粒型
产品粒径取决于破碎工艺是开路破碎还是闭路破碎,获得满意的产品粒径所需的排料口必须清楚。这里的排料口指的是一个大概值,即使是相同的工况两台相同的破碎机,排料口也不一定相同。
一般而言破碎机的紧边排料口等于筛孔尺寸或略大于所需产品平均粒径。就产品粒型而言短头型的破碎腔能获得最好的产品粒型,其次是标准细腔型,越大的腔型越不容易获得好的产品粒型。为了保证好的产品粒型应将破碎比控制在3到3.5。
如何获得更好的产品粒型
好的产品粒型应该保证90%以上产品的最大尺寸和最小尺寸的比值小于3(比值越小粒型越好)。产品粒型是由诸多因素决定的,主要影响因素集中在给料、破碎腔型、排料口、破碎设备及破碎工艺等方面。
2.1 正确给料
多缸圆锥破碎机必须做到满腔给料。稳定的连续级配给料可以避免破碎功率的变化和给料级配断档,同时可以保持比较稳定的破碎腔和排料口。
宽的级配给料得到的产品粒型要优于窄小的级配给料。给料中小于排料口的这部分物料会增加物料间的挤压作用并对破碎腔有一个很好的填充效果。不要太细,最好是略小于或等于排料口尺寸,比例不要超过20%。
大排料口会带来较多的片状产品,所以为了得到好的产品粒型就需要一个较小的排料口,并且将破碎比控制在3到3.5。这就要求控制好给料粒径,最好不要超过50mm。不合理的给料会影响破碎机产能,且有可能导致调整环跳动,衬板使用寿命缩短,破碎产品粒型差等一系列问题。
2.2 合理选择破碎机和破碎腔
选择性能可靠的圆锥破设备及破碎腔型。功率、破碎力和排料口是决定多缸圆锥破碎机产量和出料粒度的三大因素。提高功率的方法是增加给料而不是减小排料口,最好的破碎功率是额定功率的80%左右。
调整环跳动代表破碎力超过设计极限,一旦破碎机出现超破碎力现象,可以将排料口调大1mm-2mm。调整环跳动和功率高峰会给破碎机增加额外应力,最终导致破碎机严重损坏。
2.3 闭路循环和破碎系统
2.4 物料特性和产品粒度
一般而言,岩石越软,岩石的结晶颗粒越粗,产品越粗,破碎粒形越好。例如要获得6-15mm的产品。二段破采用闭路循环破到50mm以下,筛掉6mm以下的料,保证细碎有较稳定的6-50mm连续级配给料。
多缸液压圆锥破碎机在破碎领域有很大的优越性。合理的破碎系统,加上正确的设备及腔型选择,以及规范的操作和维护保养习惯,才能最大程度发挥多缸液压圆锥破碎机的性能。
 扫一扫咨询微信客服
扫一扫咨询微信客服



